鋳造業界は、製品の品質、環境保護、生産効率に対する要求がますます高まる中、V-プロセス鋳造(真空プロセス)は、高精度、最小限の汚染、高い材料回収率などの明確な利点のおかげで、現代の鋳造作業において極めて重要な技術として徐々に浮上しつつあります。
V プロセス (真空密封成形または負圧鋳造とも呼ばれます) は、「バインダーを含まない乾燥砂 + プラスチック フィルムによる密封 + 真空誘起圧縮」の組み合わせを利用するという基本原理に基づいて動作します。従来の化学的硬化方法に依存する代わりに、物理的な圧力差によって型の形成を実現します。
• プラスチックフィルムを使用してフラスコとパターンを密閉します。
• 真空ポンプを使用して空気を排出し、300 ~ 500 mmHg の負圧を生成します。
• 乾燥した砂を大気圧下で圧縮し、硬度レベル 85 ~ 95 HB を達成します。
・注入および凝固段階全体を通じて負圧を維持する。冷却されると真空が解放され、乾燥した砂は自動的に崩壊します。
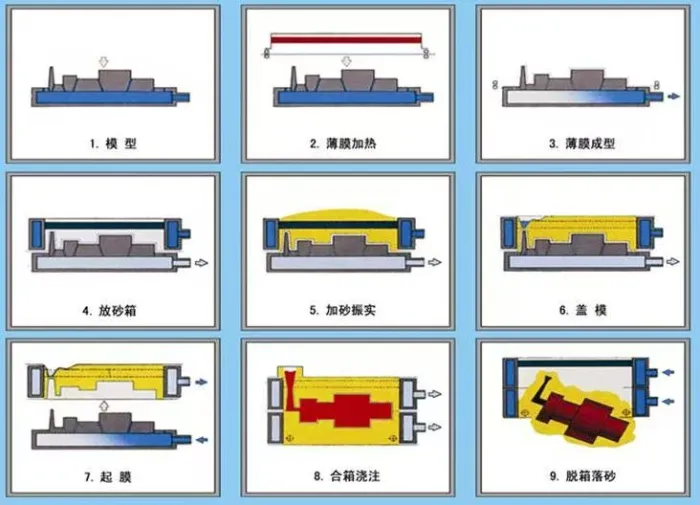
Vプロセス鋳造ワークフロー
全体Vプロセス鋳造この手順は主に次の 7 つのステップで構成されます。
1. パターンの準備
真空ベントを備えたパターン プレートまたはパターンを使用し、これらのベントが均一に分布していることを確認して、その後の真空吸引を容易にします。
2. フィルム貼り付け
プラスチックフィルムを80〜120℃の温度に加熱して柔らかくし、パターンの表面に掛けます。真空をかけて、フィルムがパターンの輪郭にしっかりと正確に密着するようにします。
3. 耐火物コーティングの塗布
速乾性の耐火コーティング(厚さ約 0.04 mm)を金型キャビティの表面にスプレーし、続いて乾燥プロセスを実行します。この工程により砂の付着(焼き付き)が防止され、シール効果が高まります。
4. 砂の充填と締固め
パターンの上に専用のフラスコを置き、100 ~ 200 メッシュの乾燥した石英砂を充填します。微振動を加えて砂型を圧縮し、表面を平らにします。
5. 密閉と真空引き
フラスコの上面をシールフィルムで覆い、バキュームをかけて負圧を発生させ、砂型構造を硬化させて安定化させます。
6. パターン剥離と金型組立
パターンプレート上の真空を解放して、パターン剥離プロセスを完了します。その後、(必要に応じて)中子を挿入し、注入の準備として負圧状態を継続的に維持しながら、金型の半分を組み立てます。 7. 注湯とシェイクアウト
注湯は真空条件下で行われます(ねずみ鋳鉄の場合、注湯温度は約1300~1400℃)。鋳物が約 90°C まで冷却されると真空が解除され、自動シェイクアウト プロセスが開始され、続いて洗浄が行われます。
Vプロセス鋳造の主な利点
従来の砂型鋳造プロセスと比較して、Vプロセス鋳造明確かつ包括的な利点を提供します。
1. 高い鋳造品質
鋳物の表面仕上げはRa12.5に達し、寸法精度はグレードCT9を達成できます。欠陥率が低く、抜き勾配を 0° まで下げることもできるため、このプロセスは複雑な構造の高精度部品に特に適しています。
2. 環境に優しく持続可能
このプロセスにはバインダーが不要で、粉塵や有害なガスの排出を効果的に削減します。使用済み砂の回収率は 95% を超えており、環境に優しい製造を目指す現代の傾向と完全に一致しています。
3. 低い生産コスト
樹脂と硬化剤のコストを削減すると同時に、金型の寿命を 30 ~ 50% 延長します。さらに、鋳物の加工代が 20 ~ 40% 削減され、その後の加工コストがさらに削減されます。
4. 幅広い応用範囲
このプロセスは、鋳鉄、鋳鋼、非鉄合金などのさまざまな材料に適しており、大型部品、薄肉部品、工作機械のベッド、カウンターウェイト、さまざまな種類のハウジングなどの複雑な構造アセンブリの製造に広く利用されています。
高品質、環境持続可能性、コストパフォーマンスの利点を活かして、Vプロセス鋳造は、高効率、環境に優しい、精密製造を特徴とする未来に向けて鋳造業界を継続的に推進しています。